Prensa de conformação hidráulica de tubos CNC

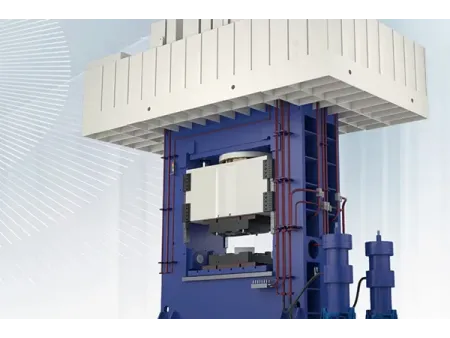



Equipamento hidráulico automático de alta pressão para hidroformação na produção de componentes automotivos e outras peças tubulares metálicas industriais
As prensas de conformação hidráulica de tubos CNC são utilizadas para fabricar peças estruturais tubulares leves e de alta resistência, principalmente para aplicações automotivas e industriais. Seu projeto se concentra em atender às demandas atuais de produção para redução de peso, melhoria da qualidade das peças e maior eficiência. À medida que a hidroformação de tubos avança para linhas de produção maiores, mais flexíveis e mais automatizadas, o controle preciso de ultra-alta pressão e os sistemas servo-hidráulicos desempenham um papel fundamental no desempenho geral. As principais características das prensas CNC para hidroformação de tubos incluem o seguinte:
- Capacidade de pressão ultra-alta
Cada prensa de hidroformação está equipada com dois cilindros intensificadores, o que permite que a pressão interna atinja até 400 MPa. Esse nível de pressão permite que as prensas de hidroformação de tubos processem peças complexas com grande deformação e alta resistência ao escoamento. - Controle preciso da pressão
O controle da pressão nos cilindros intensificadores é mantido dentro de ±0,5 MPa, atendendo aos requisitos de precisão para processos de hidroformação de tubos. - Controle de deslocamento em nível de mícron
Os sensores de deslocamento do cilindro podem detectar movimentos com uma resolução de até 0,001 mm. Durante a operação, a precisão real do posicionamento dos cilindros laterais é controlada dentro de ±0,1 mm, permitindo a alimentação precisa do material durante a conformação. - Controle servo-hidráulico eficiente
Cada cilindro hidráulico é acionado por um sistema de controle servo independente, com velocidades que chegam a 110 mm/s. Em comparação com o controle servo-válvula convencional, o controle servo-hidráulico reage mais rapidamente e oferece melhor eficiência, mantendo os custos em um nível semelhante.
| Item | Unidade | Valor | Observações | |
| Força nominal | KN | 40000 | ||
| Força de retorno | KN | ≥1600 | ||
| Pressão do sistema hidráulico | MPa | 25 | ||
| Força do cilindro lateral | KN | 2500×4 | Dois cilindros por lado (esquerdo e direito) | |
| Curso do cilindro principal | mm | 600 | ||
| Curso do cilindro lateral | mm | 180 | ||
| Abertura máxima | mm | 1350 | ||
| Precisão do controle de pressão do cilindro principal e alimentação lenta do cilindro lateral | mm | ±0.05 | Resolução de deslocamento: 0,01 mm; precisão garantida pelo programa de controle do usuário | |
| Distância central do cilindro lateral | mm | 830 | ||
| Potência do motor principal | KW | 2×75 / 4×63.5 | Bombas de engrenagem duplas; servomotores | |
| Tamanho efetivo da mesa de trabalho | Da esquerda para a direita | mm | 2700 | Distância entre as faces do cilindro esquerdo e direito: 2700 |
| Da frente para trás | mm | 1800 | ||
| Velocidade de fechamento da matriz | Aproximação rápida | mm/s | aprox. 300 | Sem carga |
| Aproximação lenta | mm/s | 28 | Sem carga; curso de 15 mm | |
| Velocidade de prensagem | mm/s | 14 | Durante o fechamento da matriz | |
| Velocidade de retorno | mm/s | aprox. 220 | ||
| Velocidade do cilindro lateral | Aproximação rápida | mm/s | 100 | Sem carga |
| Aproximação lenta | mm/s | 29 | Sob carga: 25 MPa; curso de 80 mm | |
| Velocidade de retorno | mm/s | 90 | Sem carga | |
| Velocidade do cilindro intensificador | Aproximação rápida | mm/s | 49 | Sem carga |
| Aproximação lenta | mm/s | 30 | Sob carga: 25 MPa; curso de 400 mm | |
Consumo de energia
Os servomotores são utilizados em toda a prensa de hidroformação CNC, resultando em menor consumo de energia e redução do ruído de operação.
Eficiência de custos
A produção não tripulada com etapas de processamento integradas melhora a utilização do material e ajuda a controlar os custos gerais de produção.
Eficiência de produção
A prensa de hidroformação utiliza uma configuração de molde duplo, produzindo duas peças por ciclo para aumentar a eficiência da produção.
Controle inteligente
É utilizado um sistema de controle servo baseado no barramento EtherCAT da Beckhoff, proporcionando comunicação rápida e processamento eficiente de dados durante todo o processo de produção.
Controle de precisão
É aplicado um sistema servo-hidráulico de alta precisão, com precisão de controle mantida dentro de ±0,1 mm para oferecer resultados de conformação estáveis e consistentes.
- Precisão de alimentação de material
Precisão de deslocamento de alimentação: 0,01 mm
Precisão do curso de conformação: 0,02 mm - Precisão do controle de pressão interna
Diferença de tempo de sincronização entre a pressão interna e a alimentação de material: 0,002 s - Precisão de puncionamento na matriz
Tempo de resposta entre os eixos de puncionamento, pressão e alimentação: 0,002 s
Precisão do diâmetro do orifício: ≤ 0,2 mm
Precisão da posição do orifício: ≤ 0,4 mm - Precisão de conformação das peças acabadas
Tolerância do perfil: ≤ 0,4 mm
Taxa de afinamento da parede: < 15%